芯片制造过程中的工艺偏差,如掺杂浓度、扩散深度、刻蚀程度等,会导致不同批次间、同批次不同晶圆间、甚至同一 晶圆上的不同芯片的工作情况都存在差异。在一片 wafer 上,每点的载流子平均漂移速度不可能都是一样的,随着电压、温度不同,它们的特性也会不同,把他们分类就有了 PVT(Process,Voltage,Temperature),而 Process 又分为不同的 corner:
TT:Typical N Typical P FF:Fast N Fast P SS:Slow N Slow P FS:Fast N Slow P SF:Slow N Fast P
其中的第一个字母代表 N 型掺杂,第二个代表 P 型掺杂。NMOS 和 PMOS 在工艺上是独立做出来的,彼此之间不会影响,正常情况下大部分是 TT,但是对于电路,NMOS 和 PMOS 是同时工作的,所以会出现 FF、SS、FS、SF 四种情况。通过 Process 注入的调整,模拟器件速度快慢,同时根据偏差大小设定不同等级的 FF 和 SS。这种随机性的发生符合正态分布,将分布的标准差记作 sigma,以上 5 种 corner 在 ±3sigma 可以覆盖约 99.73% 的范围的样本,即如果测量 1000 个晶体管参数,大约 997 个会落在 ±3σ 范围内,剩下 3 个是极端异常情况。
一般来说,3-sigma 是正常制造工艺可接受的最大波动范围。如果超出了 3σ,就认为是异常的情况,比如芯片良率下降、电性失效、功耗严重偏离、时序异常等。
工程片流片的时候,FAB 会 pirun(pilot run, 试运行)关键层次调整 inline variation,有的还会下 backup wafer 以保证出货的 wafer 器件 on target,即在 TT corner 附近。如果单纯是为了做一些样品出来,只进行工程片流片,那可以不验证 corner,但如果为了后续量产准备,是必须要考虑 corner 的。由于工艺在制作过程中会有偏差,而 corner 是对产线正常波动的预估,FAB 也会对量产芯片的 corner 验证有所要求。所以在设计阶段就要满足 corner,在各种 corner 和极限温度条件下对电路进行仿真,使其在各种 corner 上都能正常工作,才能使最终生产出的芯片良率高。
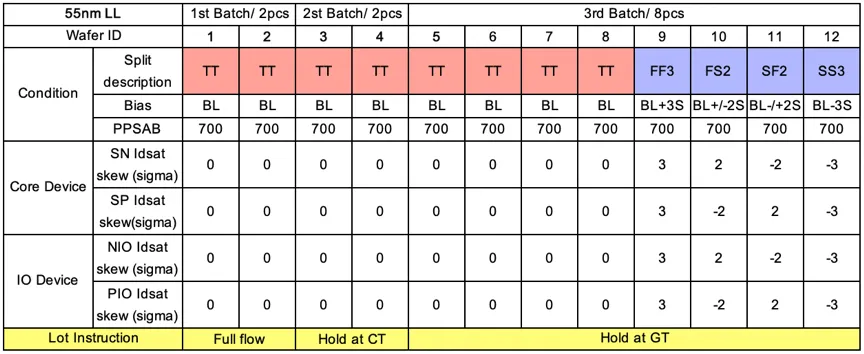
对于产品来讲,一般 corner 做到 spec 上,正常情况下 spec 有 6 个 sigma,如 FF2(或 2FF)表示往快的方向偏 2 个 Sigma,SS3(或 3SS)表示往慢的方向偏 3 个 Sigma。Sigma 主要表征了 Vt 的波动,波动大 sigma 就大,这里 3 个 sigma 就是在工艺器件的 spec 线上,可以允许超出一点点,因为线上波动不可能正正好好做到 spec 上。 以 55nm 逻辑工艺工程片为例,拟定的 corner split table 如图:1、2 两片 pilot wafer,一片盲封,一片测 CP;3、4 两片 hold 在 Contact,为后道改版预留工程 wafer,可以节省 ECO 流片时间 ;5~12 八片 hold 在 Poly,等 pilot 的结果看是否需要调整器件速度,并验证 corner 。除了留有足够的芯片用于测试验证,Metal Fix,还应根据项目需求,预留尽可能多的 wafer 作为量产出货。
PVT 对芯片性能的影响
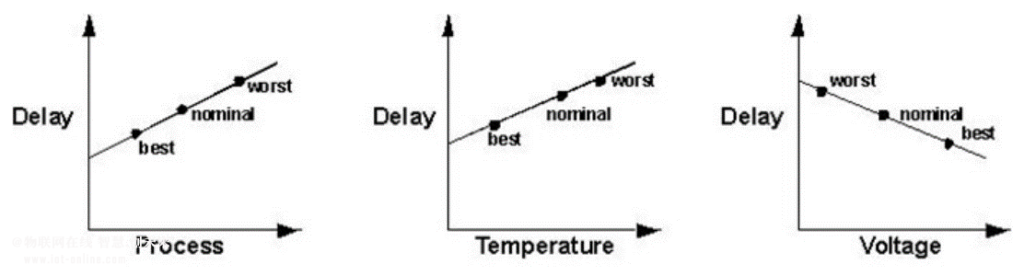
PVT 对 Timing 影响
Process Corner
工艺角越慢,延迟越大,setup time 越小,hold time 越大。
Temperature
温度越高,延迟越大,setup time 越小,hold time 越大。
Voltage
电压越高,延迟越小,setup time 越大,hold time 越小。
PVT 对 IO Driving Strength 影响
Process Corner
工艺角越慢,IO Driving Strength 越弱。
Temperature
温度越高,IO Driving Strength 越弱。
Voltage
电压越高,IO Driving Strength 越强。
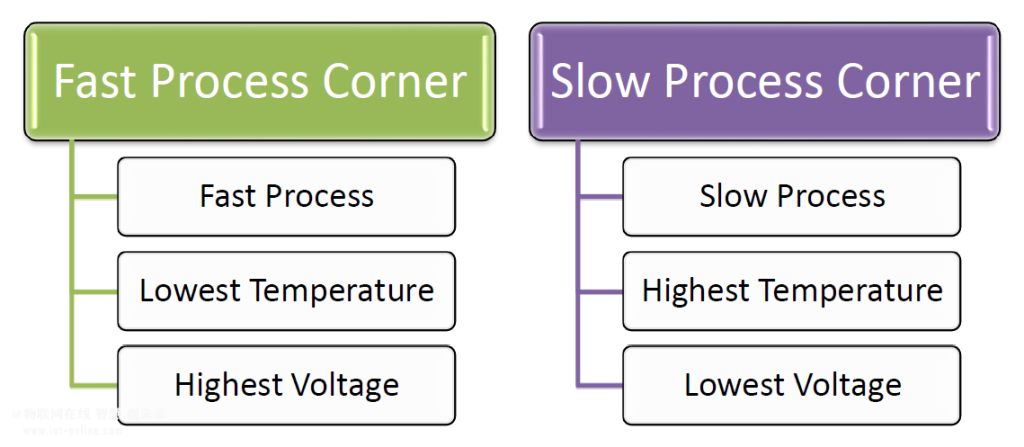
不同的 PVT 条件组成了不同的 corner,但是在静态时序分析一般仅考虑 Best Case 和 Worst Case,也称作 Fast Process Corner 和 Slow Process Corner,分别对应极端的 PVT 条件。